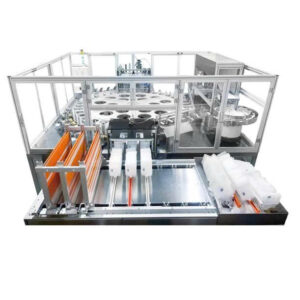
Nguyên Lý Hoạt Động
-
Băng tải đưa túi đến vị trí lấy túi.
-
Cơ cấu lấy túi gắp túi và chuyển đến bàn định vị để cố định vị trí.
-
Cơ cấu đặt túi tiếp tục gắp túi đã định vị sang vị trí băng tải.
-
Sau khi cơ cấu ép đai nén túi, băng tải đưa túi đi theo quy trình.
-
Túi được chuyển đến vị trí dao cắt để cắt góc.
-
Tiếp theo chuyển đến vị trí kéo mở miệng túi và lắp vòi (xy-lanh xoay 90° rồi đưa vòi vào).
-
Sau đó tới vị trí dao hàn nhiệt để hàn cố định vòi.
-
Cuối cùng, thực hiện làm nguội để hoàn tất quy trình.
Thông Số Kỹ Thuật
| Mục | Thông Số |
| Loại túi áp dụng: |
|
| Vật liệu phù hợp |
|
| Quy cách sản phẩm |
|
| Tốc độ làm việc | 40–45 túi/phút |
| Độ chính xác định vị | ≤ ±0.5 mm |
| Bộ dao hàn |
|
| Module điều khiển nhiệt độ |
|
| Nguồn điện | 380V / 50Hz, 3P+N, 9 kW |
|
Khối lượng máy |
2200 kg |
Tính năng chính
-
Vận hành tự động hoàn toàn: tách túi, cắt góc, lắp vòi và hàn nhiệt theo cơ chế tuyến tính một kênh.
-
Điều khiển PLC, cài đặt nhanh theo từng loại túi/vòi.
-
Linh kiện khí nén cao cấp (SMC, Festo, AirTAC) và module điều khiển nhiệt độ chính xác.
-
Hệ thống hàn nhiều giai đoạn: gia nhiệt – hàn nhiệt – làm nguội, cho đường hàn đẹp, chắc.
-
Tự động chẩn đoán và báo lỗi.
-
Kết cấu nhôm và inox, đáp ứng chuẩn GMP.
Cấu hình hệ thống
-
Hệ cấp túi: tách túi, định vị, cấp túi ổn định.
-
Hệ cấp vòi: mâm rung + băng rung + cơ cấu xoay cấp vòi, tự động phát hiện vòi.
-
Hệ hàn nhiệt: 1 dao gia nhiệt, 4 dao hàn, 1 dao làm nguội — tùy chỉnh theo kích thước vòi.
-
Thu túi: băng tải tốc độ cố định, tự sắp xếp, có vị trí lắp máy in.
-
Giao diện vận hành: hiển thị realtime thông số servo, xy-lanh, số sản phẩm, thời gian hàn…
Ứng Dụng